手动调整矫平机是金属板材加工过程中常用的设备,它通过手动操作手轮等部件来调整矫平辊的位置和压力,以实现对金属板材的矫平处理。以下是对手动调整矫平机的详细介绍:
一、基本概述:
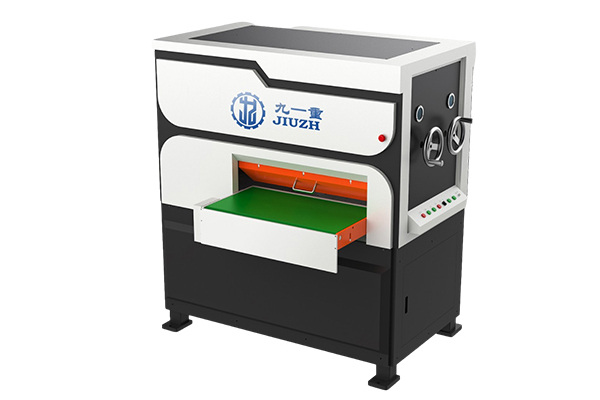
手动调整矫平机,又称整平机、校平机,是一种用于矫正各种规格板材及剪切成块板材的设备。它利用多组上下错位排列的矫平辊对板材进行反复弯曲,从而消除板材的内应力和翘曲,使其达到平整的效果。手动调整矫平机广泛应用于机械、冶金、建材、化工、电子、电力、轻工等多个行业,特别在造船、机车车辆、锅炉桥梁、金属结构工厂等行业成为生产中不可或缺的设备。
二、工作原理:
手动调整矫平机的工作原理基于辊式矫平技术。当金属板材通过矫平机的矫平辊时,会受到交替的弯曲作用。这些弯曲作用会逐渐消除板材的内应力和翘曲,使其逐渐变得平整。手动调整矫平机通过手轮等手动操作部件来调整矫平辊的位置和压力,以适应不同厚度和硬度的板材,确保矫平效果的准确性和一致性。
三、材料适用性:
根据整平机的规格和性能参数选择合适的板材进行加工。避免超范围使用导致设备损坏或影响矫平效果。
四、调整精度:
在手动调整过程中应细致入微地调整手轮等部件的位置和压力,确保矫平精度的准确性和一致性。
通过以上介绍可以看出,手动调整矫平机在金属板材加工过程中具有重要的作用。通过合理的手动调整可以确保板材的矫平效果满足生产要求,提高产品质量和生产效率。
Z类设备型号 Model-Z | JZ-12 四重式/六重式 | JZ-20 四重式/六重式 | JZ-32 四重式/六重式 | JZ-42 四重式/六重式 | JZ-60 四重式/六重式 |
| 整平机标准宽度 Max.criterion width | 200-400mm | 200-700mm | 400-800mm | 400-800mm | 400-800mm |
| 辊径 Roller diameter | 12mm | 20mm | 32mm | 42mm | 60mm |
| 最大板厚 Max,thickness | 1mm | 1.5mm | 2.5mm | 3.5mm | 6mm |
额定板厚 Thickness range | 0.1-1mm | 0.2-1.5mm | 0.5-2.5mm | 0.8-3.5mm | 1-6mm |
辊数 Levelingroller quantity | 23pcs (上11下12) 23pcs (Upper 11pcs/ Lower 12pcs) | 21pcs (上10下110) 21pcs (Upper 10pcs/ Lower 11pcs) | 19pcs (上9下10) 19pcs (Upper 9pcs/ Lower 10pcs) | 19pcs (上9下10) 19pcs (Upper 9pcs/ Lower 10pcs) | 15pcs (上7下8) 15pcs (Upper 7pcs/ Lower 8pcs) |
最短工件 Min.work-piece size | 10x30mm | 10x40mm | 10x60mm | 10x70mm | 10x90mm |
整平调节方式 Leveling roller gap adjust method | 两点手动微调 Two points manual adjust | ||||
矫平速度 Leveling speed | 0-6m/min | ||||
| 电压 Voltage | AC三相380V 50HZ(可定制)AC3phase 380V50HZ(Or local voltage) | ||||
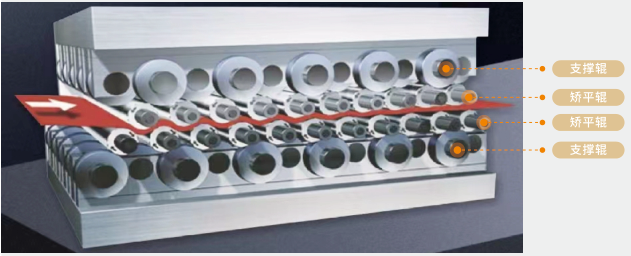
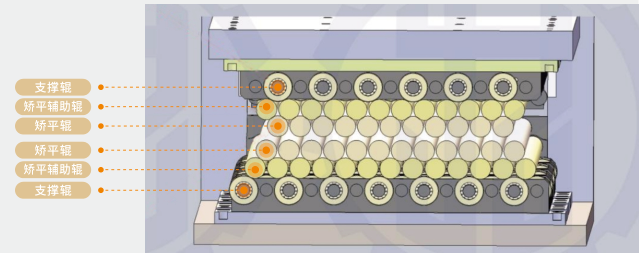
四重式整平原理 4-HIGH LEVELING PRINCIPLE | 六重式整平原理 6-HIGH LEVELING PRINCIPLE |
| 矫平辊利用材料的“包辛格效应”,使板料在上下辊之间反复拉伸、压缩,进行正反方向的多次交变弯曲,使多倍曲 率逐步变成单一曲率,最终变得平坦一致。板材残余应力小且分布均匀,适用于工程机械、冶金、车辆、金属结构、 船舶、压力容器、化工机械等制造业及金属材料仓储、板材分销等行业。用户可单机使用,根据需要配套各类板材、 带材加工成型设备即可作更大范围功能延伸。 支撑辊的加宽设计和两头轴承的设计保证了支撑辊的非常精确的同心运行,提高了矫平辊的运行钢性。此外,还 大大减少了由支撑辊引起的在零件表面的矫平纹路。 | 矫平辊和辅助辊工作中产生的挠曲力由支撑轮承担。多组支撑轮共同作用,极大改善矫平辊的受力状态,有利于 矫平压力的传导。 矫平辊材质为冶炼锻造加工的高级合金钢Gcr15,辊身经热处理后HRC28-32,淬硬层深度:2-4mm,矫平表面进 行镀铬处理,镀层深度为0.1-0.2ram,表面光洁度达0.8-0.2,表面硬度HRC60-64,加工完成后的矫平辊机械性能 已达到抗拉强度≤900N/mm,屈服极限≤800N/mm,延伸系数≥15%,耐冲击值≥70N-M/cm, 在支撑轮承受挠曲力的时候,通过辅助辊而传到矫平辊面上,辅助辊与工作辊长度相同,但其直径稍小一些,这样 就使板材在矫平过程中沿整个板宽上受力均匀,从而避免了支撑辊与矫平直接接触分布不均而出现的压痕现象。 |
 |  |
 中文
中文 EN
EN