辊盒抽拉式矫平机,作为一种特殊的矫平设备,主要用于金属板材、带材等材料的矫平处理。以下是对其特点、工作原理及优势的详细分析:
一、辊盒抽拉式设计特点
1. 模块化设计
辊盒抽拉式矫平机采用模块化设计,辊盒可以方便地抽出和插入,这种设计便于辊系的维护和更换,减少了停机时间,提高了生产效率。
2. 灵活性强
由于辊盒可以抽拉,因此可以根据不同的加工需求,快速更换不同规格或类型的辊系,以适应不同厚度、宽度和材质的金属板材。
3. 结构紧凑
整体结构设计紧凑,占地面积小,适用于空间有限的生产环境。
二、工作原理
辊盒抽拉式矫平机的工作原理与普通矫平机类似,主要通过多组矫平辊对金属板材进行反复弯曲和矫直。具体过程如下:
进料:金属板材通过进料装置送入矫平机。
矫平:板材在通过多组矫平辊时,受到反复的弯曲和矫直力,逐渐消除其内部的应力和不平整度。
出料:矫平后的板材从出料口输出,进行后续加工或存储。
在辊盒抽拉式矫平机中,辊盒的抽拉设计使得辊系的更换和调整更加方便,从而提高了设备的灵活性和生产效率。
三、优势
1. 高精度矫平:
采用高精度伺服系统控制,结合多组矫平辊的协同作用,能够实现金属板材的高精度矫平,满足各种加工要求。
2. 高效率生产:
辊盒的抽拉式设计简化了辊系的更换和维护流程,减少了停机时间,提高了生产效率。
3. 广泛适用性:
能够处理多种类型和厚度的金属板材,包括冷轧板、热轧板、不锈钢、铝板等,适应性强。
4. 节能环保:
液压或伺服驱动系统能耗低,且噪音和振动小,符合现代工业对节能环保的要求。
5. 安全性高:
配备多重安全保护措施,如过载保护、紧急停止按钮等,确保操作过程中的安全。
综上所述,辊盒抽拉式矫平机以其模块化设计、灵活性强、结构紧凑以及高精度矫平、高效率生产、广泛适用性、节能环保和安全性高等优势,在金属加工行业中具有广泛的应用前景。
Z类设备型号 Model-Z | JZ-150 四重式/六重式 | JZ-180 四重式/六重式 | JZ-220 四重式/六重式 | JZ-260 四重式/六重式 |
整平机标准宽度 Max.criteriom width | 400-3800mm | 400-3800mm | 400-3800mm | 400-3800mm |
辊径 Roller diameter | 150mm | 180mm | 220mm | 260mm |
最大板厚 Max.thickness | 25mm | 35mm | 45mm | 60mm |
额定板厚 Thickness range | 6-25mm | 8-35mm | 10-45mm | 15-60mm |
辊数 Leveling roller quantity | 15pcs (上7下8) 15pcs (Upper 7pcs/ Lower 8pcs) | 15pcs (上7下8) 15pcs (Upper 7pcs/ Lower 8pcs) | 13pcs (上6下7) 13pcs (Upper 6pcs/ Lower 7pcs) | 13pcs (上6下7) 13pcs (Upper 6pcs/ Lower 7pcs) |
最短工件 Min.work-piece size | 60x280mm | 60x350mm | 60x420mm | 60x520mm |
整平调节方式 Leveling roller gap adjust method | 四点伺服调节 Four points auto. Adjust driven by servo motors | |||
矫平速度 Leveling speed | 0-12m/min | |||
电压 Voltage | AC三相380V 50HZ(可定AC3 phase 380V 50HZ (Or local voltage) | |||
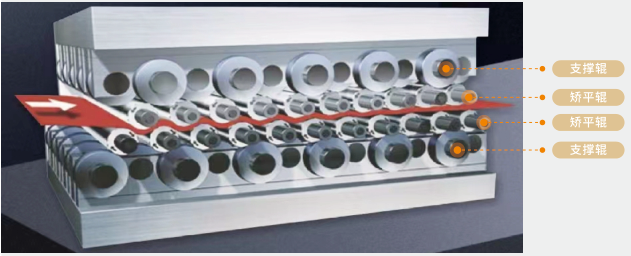
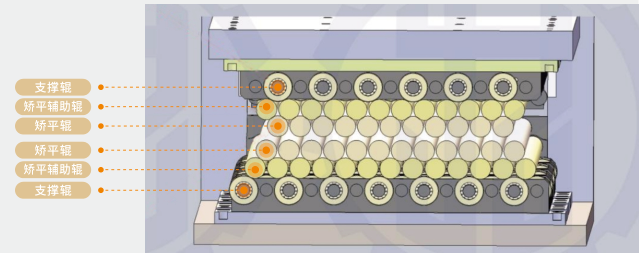
四重式整平原理 4-HIGH LEVELING PRINCIPLE | 六重式整平原理 6-HIGH LEVELING PRINCIPLE |
| 矫平辊利用材料的“包辛格效应”,使板料在上下辊之间反复拉伸、压缩,进行正反方向的多次交变弯曲,使多倍曲 率逐步变成单一曲率,最终变得平坦一致。板材残余应力小且分布均匀,适用于工程机械、冶金、车辆、金属结构、 船舶、压力容器、化工机械等制造业及金属材料仓储、板材分销等行业。用户可单机使用,根据需要配套各类板材、 带材加工成型设备即可作更大范围功能延伸。 支撑辊的加宽设计和两头轴承的设计保证了支撑辊的非常精确的同心运行,提高了矫平辊的运行钢性。此外,还 大大减少了由支撑辊引起的在零件表面的矫平纹路。 | 矫平辊和辅助辊工作中产生的挠曲力由支撑轮承担。多组支撑轮共同作用,极大改善矫平辊的受力状态,有利于 矫平压力的传导。 矫平辊材质为冶炼锻造加工的高级合金钢Gcr15,辊身经热处理后HRC28-32,淬硬层深度:2-4mm,矫平表面进 行镀铬处理,镀层深度为0.1-0.2ram,表面光洁度达0.8-0.2,表面硬度HRC60-64,加工完成后的矫平辊机械性能 已达到抗拉强度≤900N/mm,屈服极限≤800N/mm,延伸系数≥15%,耐冲击值≥70N-M/cm, 在支撑轮承受挠曲力的时候,通过辅助辊而传到矫平辊面上,辅助辊与工作辊长度相同,但其直径稍小一些,这样 就使板材在矫平过程中沿整个板宽上受力均匀,从而避免了支撑辊与矫平直接接触分布不均而出现的压痕现象。 |
 |  |
 中文
中文 EN
EN